شما می توانید مدارهای الکترونیکی ساده ای را برای مصارف خانگی با دستان خود بسازید، حتی بدون دانش عمیق الکترونیک. در واقع، در سطح روزمره، رادیو بسیار ساده است. آگاهی از قوانین ابتدایی مهندسی برق (اهم، کیرشهوف)، اصول کلی عملکرد دستگاه های نیمه هادی، مهارت در خواندن مدارها و توانایی کار با آهن لحیم کاری الکتریکی برای مونتاژ یک مدار ساده کاملاً کافی است.
کارگاه رادیو آماتور
مهم نیست که این طرح چقدر پیچیده است، شما باید حداقل مجموعه ای از مواد و ابزار را در کارگاه خانگی خود داشته باشید:
- برش های جانبی؛
- موچین؛
- لحیم کاری؛
- شار
- برد مدار؛
- تستر یا مولتی متر؛
- مواد و ابزار ساخت بدنه دستگاه.
برای شروع نباید ابزار و دستگاه های حرفه ای گران قیمت خریداری کنید. یک ایستگاه لحیم کاری گران قیمت یا اسیلوسکوپ دیجیتال کمک چندانی به یک رادیو آماتور تازه کار نخواهد کرد. در ابتدای سفر خلاقانهتان، سادهترین ابزار کافی است که باید تجربه و مهارتهای خود را روی آنها تقویت کنید.

از کجا شروع کنیم
مدارهای رادیویی خانگی را خودتان انجام دهید نباید از سطح پیچیدگی شما تجاوز کند، در غیر این صورت فقط به معنای اتلاف وقت و مواد خواهد بود. اگر تجربه ندارید، بهتر است خود را به ساده ترین طرح ها محدود کنید و با کسب مهارت، آنها را بهبود بخشید و آنها را با طرح های پیچیده تر جایگزین کنید.
معمولاً بیشتر ادبیات در زمینه الکترونیک برای آماتورهای رادیویی تازه کار نمونه ای کلاسیک از ساخت ساده ترین گیرنده ها را ارائه می دهد. این امر به ویژه در مورد ادبیات قدیمی کلاسیک صدق می کند که در مقایسه با ادبیات مدرن دارای خطاهای اساسی زیادی نیست.
توجه داشته باشید!این طرح ها برای قدرت عظیم انتقال ایستگاه های رادیویی در گذشته طراحی شده بودند. امروزه مراکز انتقال از توان کمتری برای انتقال استفاده می کنند و سعی می کنند به سمت طول موج های کوتاه تر حرکت کنند. وقت خود را برای ساختن یک رادیو کارآمد با استفاده از یک مدار ساده تلف نکنید.
مدارهای رادیویی برای مبتدیان باید حداکثر دارای دو یا سه عنصر فعال - ترانزیستور باشند. این امر درک عملکرد مدار را آسان تر می کند و سطح دانش را افزایش می دهد.
چه کاری می توان انجام داد
چه کار می توان کرد تا سخت نباشد و بتوان در خانه از آن به صورت عملی استفاده کرد؟ گزینه های زیادی می تواند وجود داشته باشد:
- تماس آپارتمان;
- سوئیچ گلدسته درخت کریسمس;
- نور پس زمینه برای اصلاح واحد سیستم کامپیوتری.

مهم!تا زمانی که تجربه کافی نداشته باشید، نباید دستگاه هایی را طراحی کنید که با برق AC خانگی کار می کنند. این هم برای زندگی و هم برای دیگران خطرناک است.
مدارهای بسیار ساده دارای تقویت کننده هایی برای بلندگوهای کامپیوتر هستند که بر روی مدارهای مجتمع تخصصی ساخته شده اند. دستگاه هایی که بر اساس آنها مونتاژ می شوند دارای حداقل تعداد عناصر هستند و عملاً نیازی به تنظیم ندارند.
شما اغلب می توانید مدارهایی را بیابید که نیاز به تغییرات اساسی و بهبودهایی دارند که ساخت و پیکربندی را ساده می کند. اما این کار باید توسط یک استاد مجرب انجام شود تا نسخه نهایی برای یک مبتدی بیشتر در دسترس باشد.
چه چیزی برای طراحی استفاده شود
بیشتر متون، ساخت مدارهای ساده بر روی تخته های مدار را توصیه می کنند. امروزه این بسیار ساده است. طیف گسترده ای از بردهای مدار با پیکربندی های سوراخ و ردیابی مختلف موجود است.
اصل نصب به این صورت است که قطعات در فضاهای آزاد روی برد نصب می شوند و سپس طبق نمودار مدار، پین های لازم توسط جامپرها به یکدیگر متصل می شوند.

با دقت کافی، چنین بردی می تواند به عنوان پایه ای برای بسیاری از مدارها عمل کند. قدرت آهن لحیم کاری برای لحیم کاری نباید از 25 وات تجاوز کند، در این صورت خطر گرم شدن بیش از حد عناصر رادیویی و هادی های چاپ شده به حداقل می رسد.
لحیم کاری باید مانند POS-60 کم ذوب باشد و به عنوان یک شار بهتر است از کلوفون کاج خالص یا محلول آن در الکل اتیلیک استفاده شود.
آماتورهای رادیویی بسیار ماهر می توانند خودشان یک طرح برد مدار چاپی ایجاد کنند و آن را روی مواد فویل بسازند، که سپس می توانند عناصر رادیویی را روی آن لحیم کنند. طرح توسعه یافته به این روش دارای ابعاد بهینه خواهد بود.
طراحی سازه تمام شده
با نگاهی به خلاقیت های مبتدیان و صنعتگران باتجربه، می توان به این نتیجه رسید که مونتاژ و تنظیم دستگاه همیشه سخت ترین بخش فرآیند طراحی نیست. گاهی اوقات یک دستگاه که به درستی کار می کند، مجموعه ای از قطعات با سیم های لحیم شده باقی می ماند که توسط هیچ محفظه ای پوشانده نمی شود. امروزه دیگر لازم نیست نگران ساخت کیس باشید، زیرا در فروش می توانید انواع ست کیس ها را با هر پیکربندی و اندازه ای پیدا کنید.

قبل از شروع به ساخت طرحی که دوست دارید، باید تمام مراحل کار را کاملاً در نظر بگیرید: از در دسترس بودن ابزار و همه عناصر رادیویی گرفته تا طراحی مسکن. اگر در حین کار مشخص شود که یکی از مقاومت ها گم شده است و هیچ گزینه جایگزینی وجود ندارد، کاملاً جالب نخواهد بود. بهتر است کار را زیر نظر یک آماتور رادیویی با تجربه انجام دهید و به عنوان آخرین راه حل، به طور دوره ای روند ساخت را در هر مرحله نظارت کنید.
ویدئو
اگر فرآیند فن آوری و در دسترس بودن مهارت ها را دنبال کنید، روش لحیم کاری بسیار ساده است. این مقاله نحوه صحیح لحیم کاری در خانه را به شما می گوید و اصول اولیه کار لحیم کاری را توضیح می دهد. با شروع ساده ترین لحیم کاری رشته های سیم و تسلط تدریجی بر اعمال پیچیده تر، مهارت و کیفیت قطعات اتصال افزایش می یابد. نحوه صحیح لحیم کاری با آهن لحیم کاری با کلوفون و اسید در فرآیند فن آوری کار لحیم کاری توضیح داده شده است که به طور اساسی با جوشکاری متفاوت است. علاوه بر آهن لحیم کاری برقی معمولی، صنعتگران با تجربه دارای ایستگاه های لحیم کاری حرفه ای برای تعمیر برد مدار چاپی دستگاه های پیچیده هستند.
تکنولوژی لحیم کاری
چهار نوع دستگاه برای لحیم کاری وجود دارد: برقی، القایی، گازی، هوای گرم. لحیم کاری برقی دارای بخاری مارپیچی یا سرامیکی، لحیم کاری گازی از مشعل و لحیم کاری هوای گرم از جریان هوا استفاده می کند. پرکاربردترین آنها لحیم کاری برقی است که استفاده از آنها بسیار آسان و مقرون به صرفه است. آنها بر اساس قدرت تقسیم می شوند، که آزاد شدن جریان گرما را به قسمت های تماس تعیین می کند.
لحیم کاری عناصر الکترونیکی با آهن لحیم کاری برقی تا توان 40 وات انجام می شود و برای قطعات جدار نازک از دستگاه های حدود 80-100 وات استفاده می شود.دستگاه های حجیم تر برای کار با فلز با ضخامت دیواره 2 میلی متر یا بیشتر استفاده می شود. این ابزارها شامل آهن لحیم کاری چکشی با توان بیش از 250 وات می باشد. انتخاب آهن لحیم کاری الکتریکی نیز تحت تأثیر هدایت حرارتی قطعه کار است.
فرآیند لحیم کاری از توانایی فلز مذاب برای جریان خوب استفاده می کند. این روش اتصال، قطعات را یک تکه می کند و پس از جامد شدن جرم داغ، توسط یک لایه لحیم به هم متصل می شوند. مقدار هدایت الکتریکی به کیفیت لحیم کاری کنتاکت ها بستگی دارد. برای یادگیری نحوه کار با آهن لحیم کاری توصیه می شود فیلم مربوطه را تماشا کنید و همچنین دستورالعمل کار با این وسیله برقی را مطالعه کنید.
اتصال قطعات با لحیم کاری در صورت رعایت دو شرط امکان پذیر است:
- تمیزی محل چسبندگی؛
- انطباق با شرایط دما

تمیزی محل لحیم کاری
وجود یک فیلم اکسید روی پایه های اجزای رادیویی از اتصال به سطح لحیم کاری جلوگیری می کند. این فرآیند در سطح اتمی رخ می دهد، بنابراین وجود آلاینده ها باعث نمی شود که به طور قابل اعتماد به عناصر بچسبد. فلاکس ها برای جلوگیری از تشکیل یک فیلم اکسید استفاده می شوند. به منظور درک نحوه صحیح لحیم کاری با رزین یا اسید، با تکنولوژی استفاده از آنها آشنا شوید.
انطباق با شرایط دما
قبل از شروع لحیم کاری، باید در مورد انتخاب آلیاژ برای عناصر مورد استفاده تصمیم بگیرید. دمایی که در آن لحیم کاری به حالت مذاب می رود باید کمتر از دمای مجاز برای قطعات در حال لحیم کاری باشد. این امر به ویژه در مورد ترکیبات آلومینیوم و همچنین عناصر با انقباض زیاد در طول انجماد، که با تشکیل کریستالی طبیعی توده لحیم کاری تداخل دارد، صادق است.
اشتباهات اساسی هنگام کار با آهن لحیم کاری
به نظر می رسد که فرآیند لحیم کاری فقط برای افراد ناآشنا یک موضوع بسیار ساده است. با این حال، بسته به تجربه، به دانش و مهارت های خاصی نیاز دارد. یادگیری نحوه صحیح لحیم کاری با رزین، لحیم کاری و اسید به هیچ وجه سخت نیست. برای انجام این کار، باید با تکنولوژی، اصول اولیه انجام کار آشنا شوید و سعی کنید از اشتباهات اصلی جلوگیری کنید. قبل از اینکه یاد بگیرید چگونه با یک آهن لحیم کاری لحیم کاری انجام دهید، باید تکنیک های اصلی عملیات و همچنین برخی تفاوت های ظریف را به دقت مطالعه کنید. مهارت به تدریج و همچنین کیفیت اتصالات انجام شده به وجود می آید. اشتباهات معمولی که توسط مبتدیان هنگام استفاده از آهن لحیم کاری مرتکب می شوند عبارتند از:
- گم نشو؛
- گرمای بیش از حد؛
- نورد لحیم کاری؛
- تخریب شیمیایی
گم نشو
لحیم کاری ضعیف خرابی قطعات الکتریکی را تهدید می کند و به دلایل مختلفی رخ می دهد. این به دلیل حرارت ضعیف نوک آهن لحیم کاری، استفاده از آلیاژ نسوز، حرکت تماس ها در طول انجماد جرم و همچنین سطح بیش از حد سرد لحیم کاری رخ می دهد.
بیش از حد گرم شود
این فرآیند زمانی اتفاق میافتد که از یک آهن لحیم کاری برقی با قدرت بیشتر از حد لازم و همچنین دمای بالای نوک آن برای نوع خاصی از کار لحیم کاری استفاده شود. علاوه بر این، گرمای بیش از حد زمانی رخ می دهد که یک آهن لحیم کاری گرم شده برای مدت طولانی در معرض محل کار قرار گیرد، یا زمانی که از لحیم کاری نسوز برای اتصال عناصر با مقاومت دمای پایین استفاده می شود. این منجر به تخریب حرارتی سیم ها و قطعات اتصال و تغییر در ویژگی های آنها می شود.
نورد لحیم کاری
فرآیند نورد به دلیل تمیز کردن ضعیف عناصر در حال اتصال رخ می دهد. لایه اکسید کننده روی آنها اجازه نمی دهد که آلیاژ به خوبی پخش شود و به شکاف های کوچک وارد شود. علاوه بر این، این زمانی اتفاق میافتد که مفاصل با شار ضعیف درمان شوند، و همچنین نام تجاری شار با فلز لحیمشده مطابقت ندارد. نورد منجر به تماس ضعیف و آسیب مکانیکی احتمالی در کوچکترین تأثیر خارجی می شود.
تخریب شیمیایی
تخریب شیمیایی زمانی رخ می دهد که شار اشتباه انتخاب شود، که با نوع عناصر متصل شده توسط لحیم کاری الکتریکی مطابقت ندارد. علاوه بر این، اگر مفاصل در پایان کار شسته نشوند، ممکن است رخ دهد. این امر خوردگی و تخریب هادی فلزی را تهدید می کند.
این اطلاعات به شما کمک می کند تا نحوه یادگیری نحوه صحیح لحیم کردن اتصالات الکتریکی را برای اطمینان از تماس قابل اعتماد بیاموزید.

فرآیند آماده سازی
در این مرحله لحیم کاری برقی و محصولاتی که قرار است متصل شوند آماده می شوند. برای تعیین آنچه برای لحیم کردن قطعات با آهن لحیم کاری لازم است، باید حداقل مجموعه ای از اجزا را در خانه داشته باشید. از یک آهن لحیم کاری الکتریکی، شار برای مواد مختلف، لحیم کاری و ابزار کمکی تشکیل شده است. یک آهن لحیم کاری جدید ممکن است در ابتدا دود کند که به برق وصل شود. این کاملاً طبیعی است - اینگونه است که روغن های نگهدارنده روی نیش آن می سوزند.
نوک ها می توانند اشکال مختلفی داشته باشند که برای انواع لحیم کاری مناسب است. نوک جدید برای محافظت در برابر سایش و اکسیداسیون قلع اندود شده است. برای انجام این کار، نوک گرم شده را در رزین غوطه ور می کنند، فلز را روی آن ذوب می کنند و سپس روی یک بلوک چوبی می مالند. در نتیجه این روش، نوک باید کاملاً با آلیاژ پوشانده شود. در طول فرآیند لحیم کاری، شار به تدریج نوک مسی را خورده می کند که نیاز به تیز کردن دوره ای و تکرار روش قلع کاری دارد.
قبل از لحیم کاری با کلوفون و قلع با آهن لحیم کاری، منطقه آماده می شود. قطعات مورد استفاده برای لحیم کاری الکتریکی از آلودگی ها پاک می شوند و چربی زدایی می شوند. برای این کار از حلال های مختلف بر پایه استون، بنزین و سایر مایعات استفاده می شود و زنگ زدگی به صورت مکانیکی حذف می شود. این برای حذف سریع فیلم اکسید کننده از سطوح در حال اتصال ضروری است.
قلع یا روان شدن
قلع کاری شامل پوشاندن سطح محصولاتی است که باید با یک لایه نازک لحیم کاری به هم وصل شوند. این روش در مراحل آماده سازی و همچنین میانی و نهایی استفاده می شود. استفاده از روش آماده سازی اتصال نهایی عناصر را بسیار تسهیل می کند، زیرا قطعات از قبل قلع شده به راحتی لحیم می شوند.
قلع بندی انتهای سیم ها با قطرهای مختلف یکی از رایج ترین عملیات لحیم کاری است. شار به هسته ای که از عایق پاک شده است اعمال می شود و پس از آن یک نوک با لحیم کاری در امتداد سطح آن رد می شود. فلز مذاب به راحتی به هسته منتقل می شود و فرآیند قلع کاری کامل می شود. برای بهبود روش، توصیه می شود سطح سیم ها و کابل ها را به صورت مکانیکی جدا کنید. اجزای رادیویی به این روش اولیه نیاز ندارند و به راحتی روی تخته ها لحیم می شوند.
برای اتصال فلزات مختلف از شارهای مختلف استفاده می شود. آنها به طور خاص برای کار با مواد خاصی طراحی شده اند. فلوکس برای لحیم کاری الکتریکی آلومینیوم نیز برای محصولات فولادی ضد زنگ مناسب است. در این صورت لازم است پس از اتمام لحیم کاری سطح محصولات را از باقیمانده های آنها تمیز کرد تا از خوردگی جلوگیری شود.

تکنیک لحیم کاری
این کار با استفاده از آهن لحیم کاری انجام می شود که لحیم کاری را از نوک به قسمت تخلیه می کند و مستقیماً آن را به لنت عنصر در حال لحیم کاری تغذیه می کند. صرف نظر از روش لحیم کاری، قطعه در موقعیت کاری خود آماده، نصب و محکم می شود. پس از این، منطقه درمان با فلاکس خیس می شود و آهن لحیم کاری الکتریکی گرم می شود. یک ویدیو با نمایش دقیق این فرآیند به شما نشان می دهد که چگونه با یک آهن لحیم کاری با رزین لحیم کاری کنید.
هنگامی که لحیم کاری از نوک تخلیه می شود، روی عنصر لحیم کاری فشار داده می شود. شار می جوشد و به تدریج تبخیر می شود و به فلز مذاب اجازه می دهد تا به آرامی از نوک به محل اتصال جریان یابد. با انجام حرکات انتقالی با نیش در امتداد ناحیه مورد اتصال، فلز در ناحیه مفصل توزیع شده و ناحیه تحت درمان صاف می شود.
تامین آلیاژ به محل لحیم کاری شامل پیش گرم کردن عناصر تا دمای اتصال مورد نظر است. پس از این، آهن لحیم کاری فلز مذاب را از سر به انتها بین نوک و قطعه تغذیه می کند. این روش کار بیشتر برای قطعات بزرگ مناسب است.
پس از استفاده از شارهای اسیدی مختلف، آنها باید شسته شوند تا اتصال از خوردگی محافظت شود.
انواع لحیم کاری
برای لحیم کاری با لحیم کاری برقی از لحیم کاری های کم دمای برند POS استفاده می شود. این مواد قلع سرب به صورت میله های فلزی هستند. طبق GOST، این آلیاژهای سخت دارای محتوای قلع متفاوتی در ترکیب خود هستند. بسته به این، آنها علامت گذاری می شوند (POS-61، POS-40، POS-30). علاوه بر آنها، ترکیبات لحیم کاری بدون سرب و سایر ترکیبات غیر سمی تولید می شود. آنها نقطه ذوب بالاتری دارند و سختی اتصال بالایی را ایجاد می کنند.
برخی از آلیاژها دمای پخش پایینی دارند و برای عناصر رادیویی و ریز مدارهای تخته های متعددی که به ویژه به گرمای بیش از حد حساس هستند استفاده می شوند. مواردی که به طور فعال مورد استفاده قرار می گیرند شامل ترکیبات قلع-نقره ای از نوع PSR و همچنین قلع به شکل خالص آن است. برای قطعات لحیم کاری متعدد، میزهایی با اجزای مورد استفاده برای اتصال آنها وجود دارد.

دمای لحیم کاری
دمای گرمایش نوک یک آهن لحیم کاری برقی به طور مستقیم کیفیت عناصر لحیم کاری را تعیین می کند. حرارت ناکافی اجازه نخواهد داد که فلز حتی در هنگام استفاده از شار روی سطح پخش شود. چنین اتصالی ساختار شل و استحکام کمی خواهد داشت.
دمای نوک باید 40 درجه سانتیگراد بالاتر از مقدار دمای لحیم کاری باشد و برای قطعات لحیم کاری این نشانگر باید در محدوده 40-80 درجه سانتیگراد باشد.در این حالت، نوک لحیم کاری 60 تا 120 درجه سانتیگراد بالاتر از نقطه ذوب لحیم کاری گرم می شود. در ایستگاه های لحیم کاری، دمای مورد نیاز توسط یک تنظیم کننده مخصوص تنظیم می شود.
برای تعیین بصری گرمایش مورد نیاز، رزین به عنوان یک شاخص استفاده می شود. باید بخار را آزاد کند و بجوشد و به شکل قطرات جوش کوچک روی نوک باقی بماند.
تمهیدات امنیتی
در طول فرآیند لحیم کاری الکتریکی، گازهای سوز آور منتشر می شود که برای سلامتی خطرناک است، بنابراین کار باید در یک منطقه با تهویه مناسب انجام شود. علاوه بر این، فرآیند تکنولوژیکی با پاشش های دوره ای فلز مذاب و شار همراه است. برای محافظت از چشم از عینک مخصوص استفاده کنید. لطفاً توجه داشته باشید که اتوهای لحیم کاری سیمی نیاز به احتیاطات خاصی دارند زیرا قطعات فلزی در معرض دید قرار دارند. به وضعیت عایق سیم منبع تغذیه توجه ویژه ای داشته باشید. اطمینان حاصل کنید که با قسمت های داغ آهن لحیم برقی تماس نداشته باشد که می تواند منجر به اتصال برق و آتش سوزی شود.
هر مهندس الکترونیک مبتدی این سوال را می پرسد: "چگونه ریز مدارها را لحیم کنیم، زیرا فاصله بین پایانه های آنها بسیار کم است؟" در این مقاله می توانید انواع بسته های ریز مدار را مطالعه کنید. خوب، در این مقاله نشان خواهم داد که چگونه ریز مدارهایی را که پین های آنها در اطراف محیط ریز مدار قرار دارند، لحیم می کنم.هر مهندس الکترونیک راز خاص خود را برای لحیم کاری چنین ریز مدارهایی دارد. در این مقاله روش خود را نشان خواهم داد.
حذف ریز مدار قدیمی
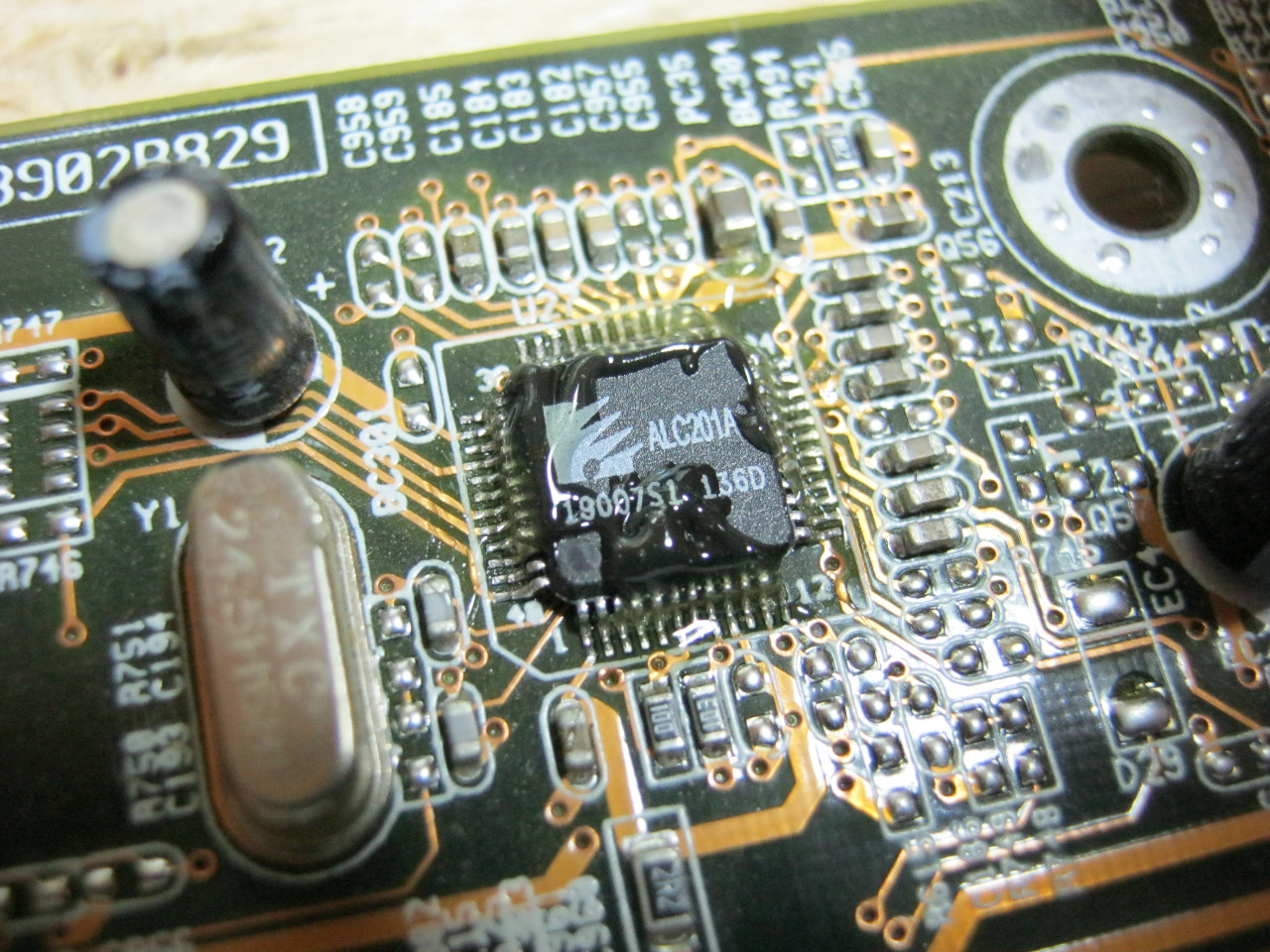
هر ریز مدار یک به اصطلاح "کلید" دارد. من آن را در یک دایره قرمز برجسته کرده ام.
این علامتی است که شماره گذاری پین از آن شروع می شود. در ریز مدارها، پین ها در خلاف جهت عقربه های ساعت شمارش می شوند. گاهی اوقات خود برد مدار چاپی نشان می دهد که تراشه چگونه باید لحیم شود و همچنین شماره پین ها را نشان می دهد. در عکس می بینیم که لبه مربع سفید روی خود برد مدار چاپی قطع شده است، به این معنی که تراشه باید با کلید در این جهت قرار گیرد. اما اغلب آنها آن را نشان نمی دهند. بنابراین، قبل از لحیم کاری ریز مدار، حتماً نحوه ایستادن آن را به خاطر داشته باشید یا از آن عکس بگیرید، زیرا تلفن همراه شما همیشه در دسترس است.
برای شروع، سخاوتمندانه تمام مسیرها را با فلاکس ژل Flux Plus روان کنید.

آماده!
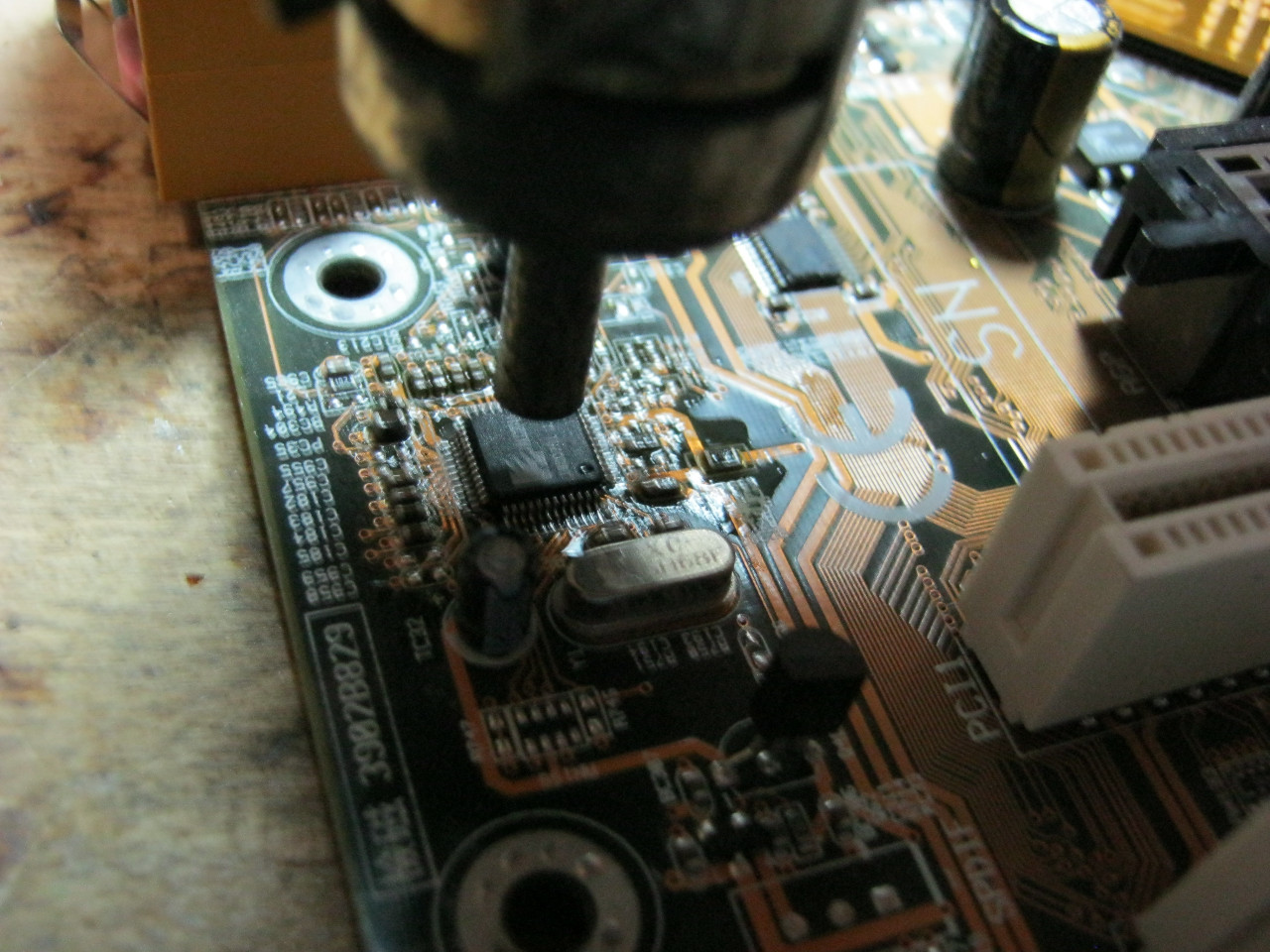
ما دمای سشوار را روی 330-350 درجه تنظیم می کنیم و با حرکات دایره ای آرام در اطراف محیط شروع به "سرخ کردن" می کنیم.

من می خواهم به یک چیز افتخار کنم. برای من با یک ایستگاه لحیم کاری کامل شد. من اسمش را می گذارم تراشه گیر.

در حال حاضر چینی ها این ابزار را بهبود بخشیده اند و اکنون چیزی شبیه به این است:

این همان چیزی است که پیوست ها برای آن به نظر می رسند

می توانید در این لینک .
به محض اینکه دیدیم لحیم شروع به ذوب شدن می کند، لبه ریز مدار را گرفته و شروع به بلند کردن آن می کنیم.

آنتن های استخراج کننده تراشه اثر فنری بسیار زیادی دارند. اگر ریزمدار را با مقداری آهن، به عنوان مثال، موچین بالا بیاوریم، در این صورت همه شانس داریم که ردهای تماس (نقاط) را به همراه ریزمدار پاره کنیم. به لطف آنتن های فنری، ریز مدار از روی برد تنها در لحظه ای که لحیم کاری کاملا ذوب می شود، لحیم نمی شود.
این لحظه فرا رسیده است.

نصب ریز مدار جدید
با استفاده از آهن لحیم کاری و قیطان مسی، لکه ها را از لحیم اضافی تمیز می کنیم. به نظر من بهترین قیطان مسی است گوت ویک.

این چیزی است که ما به دست آوردیم:


می بایست شبیه به این باشه

نکته اصلی در اینجا این است که از شار و لحیم کاری کوتاهی نکنید. نتیجه نوعی تپه است که ما ریزمدار جدید خود را روی آن می کاریم.
اکنون باید کل این چیز را از انواع دوده و زباله پاک کنیم. برای انجام این کار، از یک سواب پنبه آغشته به Flux-Off یا الکل استفاده کنید. در مورد شیمی بیشتر بخوانید. ما باید مسیرهای تماس تمیز و زیبایی را برای میکرو مدار آماده کنیم.

در نهایت کل کار را با فلاکس کمی روغن کاری می کنیم.

ریز مدار جدید را روی کلید قرار می دهیم و شروع به سرخ کردن می کنیم، در حالی که سشوار را تا حد امکان به صورت عمودی نگه می داریم و آن را در اطراف محیط به صورت دایره ای حرکت می دهیم.
در نهایت، ما آن را کمی با شار روغن کاری می کنیم و با استفاده از آهن لحیم کاری، تماس های ریز مدار را در امتداد محیط به نیکل ها "صاف" می کنیم.

من فکر می کنم این ساده ترین راه برای مهر و موم کردن تراشه های SMD است. اگر ریز مدار جدید است، لازم است که تماس های آن را با فلاکس LTI-120 و لحیم کاری کنید. Flux LTI-120 یک شار خنثی در نظر گرفته می شود، بنابراین به ریز مدار آسیب نمی رساند.

فکر می کنم اکنون می دانید که چگونه میکرو مدارها را به درستی لحیم کنید.
اگر روش های لحیم کاری را در نظر بگیریم، کار انجام شده با آهن لحیم کاری رایج ترین و راحت ترین است. با وجود این، لحیم کاری با آهن لحیم کاری دو محدودیت مهم دارد که در انتخاب روش باید به آنها توجه کرد. لحیم کاری با آهن لحیم کاری فقط باید با لحیم های کم ذوب انجام شود و اگر قطعاتی که نیاز به لحیم کاری دارند بسیار حجیم باشند انجام دستکاری های لازم دشوار است.
اگر از منابع گرمایی اضافی مانند اجاق گاز یا برق یا مشعل گاز استفاده کنید، می توان بر آخرین مشکل غلبه کرد. با استفاده از این منابع می توانید با حرارت دادن قسمتی که قرار است لحیم کاری شود به نتیجه دلخواه برسید، البته این کار کل فرآیند را پیچیده می کند.
برای شروع فرآیند لحیم کاری، شما نیاز دارید ابزار لازم را آماده کنیدو مواد خاص البته اول از همه به خود آهن لحیم کاری نیاز دارید و واضح است که بدون شار و لحیم کاری نمی توانید انجام دهید.
رایج ترین دستگاه های لحیم کاری هستند لحیم کاری برقی، زیرا استفاده از آنها آسان است و خرید آنها دشوار نیست. ابزار لحیم کاری مورد نیاز بسته به قدرت آن انتخاب می شود که میزان جریان حرارتی هدایت شده به قطعات در حال لحیم کاری را نشان می دهد.
لحیم کردن قطعات الکترونیکی با استفاده از دستگاهی که قدرت آن از 40 وات تجاوز نمی کند صحیح است. اگر قطعاتی که نیاز به لحیم کاری دارند دارای دیواره یا سیمی باشند که بیش از یک میلی متر نباشد، بهتر است ابزاری در محدوده 80 تا 100 وات انتخاب کنید. اگر دیواره قطعه دو میلی متر یا بیشتر باشد، توان مورد نیاز بیش از 100 وات است. از جمله ابزارهای قدرتمندی می توان به آهن های لحیم کاری چکشی با نیروی برق اشاره کرد که دارای قدرت 250 وات و حتی بالاتر هستند. چنین دستگاه های قدرتمندی معمولاً برای صنایعی که نیاز به لحیم کاری قطعات بزرگ دارند مورد نیاز است. قیمت چنین لوازم غیر خانگی به نسبت بالاست.
هدایت حرارتی مواد لحیم کاری شدههمچنین هنگام انتخاب قدرت آهن لحیم کاری باید در نظر گرفته شود. به عنوان مثال، هنگام لحیم کاری محصولات فولادی، باید در حالت گرمای کمتری نسبت به هنگام کار با ساختار مسی باشد.
لحیم کاری ها
برای لحیم کاری با ابزار الکتریکی از قلع خالص، سرب قلع، قلع نقره و سایر گزینه های لحیم کاری استفاده می شود.
در صورت لزوم لحیم کاری ظروف مورد استفاده برای پخت و پز، در این صورت صحیح است که فقط از قلع خالص استفاده شود.
شارها
 به گفته کارشناسان، موادی مانند برنز، نقره، نقره نیکل، مس، قلع، طلا، برنج و سرب به خوبی قابل لحیم کاری هستند. کاملا قابل قبول می توانید نیکل را لحیم کنید، فولادهای کم آلیاژ و کربن، روی. موادی که کار با آنها دشوار است عبارتند از آلومینیوم، فولاد ضد زنگ و همچنین کروم، فولاد پر آلیاژ، آلومینیوم برنز، چدن، منیزیم و تیتانیوم. در عمل، می توان اشاره کرد که فقط یک قطعه یا سیم آماده نشده، شار نادرست انتخاب شده و دمای پردازش نادرست انتخاب شده منجر به لحیم کاری ضعیف می شود.
به گفته کارشناسان، موادی مانند برنز، نقره، نقره نیکل، مس، قلع، طلا، برنج و سرب به خوبی قابل لحیم کاری هستند. کاملا قابل قبول می توانید نیکل را لحیم کنید، فولادهای کم آلیاژ و کربن، روی. موادی که کار با آنها دشوار است عبارتند از آلومینیوم، فولاد ضد زنگ و همچنین کروم، فولاد پر آلیاژ، آلومینیوم برنز، چدن، منیزیم و تیتانیوم. در عمل، می توان اشاره کرد که فقط یک قطعه یا سیم آماده نشده، شار نادرست انتخاب شده و دمای پردازش نادرست انتخاب شده منجر به لحیم کاری ضعیف می شود.
بنابراین، یک شار به درستی انتخاب شده، کلید یک کار کامل شده با حداقل زمان و هزینه فیزیکی است. این شار است که مسئول این است که آیا فلز مورد نیاز لحیم می شود یا خیر، استحکام اتصال چقدر خواهد بود و طی کردن کل فرآیند چقدر دشوار خواهد بود. هدف کل شار از بین بردن لایه اکسید فلزی است که در حال لحیم کاری است.
شار اسید لحیم کاریکه یک شار فعال اسیدی است، نباید هنگام لحیم کاری قطعات الکترونیکی استفاده شود. به دلیل تهاجمی بودن آن، چنین شار می تواند باعث خوردگی شود. اما دقیقاً این ویژگی است که به قطعات فلزی اجازه می دهد کاملاً به هم متصل شوند. بنابراین، هر چه فلز از نظر شیمیایی مقاومتر باشد، شار مورد استفاده باید فعالتر باشد. اما ما نباید فراموش کنیم که آنچه از شارهای فعال باقی می ماند باید پس از تکمیل فرآیند حذف شود.
برای لحیم کاری سازه های فولادی، شارهای موثر محلول آبی کلرید روی و اسیدهای لحیم کاری هستند که بر این اساس تولید می شوند. در حال حاضر، تولید کنندگان طیف گسترده ای از شارهای قوی را ارائه کرده اند که می توانند برای لحیم کاری نیز استفاده شوند.
هنگام کار با فولاد ضد زنگ، برخلاف فولاد کم آلیاژ و کربن، باید از شارهای فعال تری استفاده کنید که باعث از بین رفتن لایه اکسیدهای پایداری می شود که سطح فولاد ضد زنگ را می پوشاند.
هنگام پی بردن به نحوه لحیم کردن محصولات چدن با آهن لحیم کاری، بدیهی است که آهن لحیم کاری برقی برای این اهداف نامناسب خواهد بود، زیرا قادر به انجام وظیفه محول شده به آن نخواهد بود. لحیم کاری چدن فقط با لحیم کاری با دمای بالا امکان پذیر است.
برای انجام کار با کیفیت بالا با فولاد ضد زنگ، لازم است اسید فسفریک را اعمال کنید(F-38). از آنجایی که به بهترین وجه بر فیلم اکسید مقاومی که این ماده را می پوشاند غلبه می کند.
آهن گالوانیزه به راحتی به شما امکان لحیم کاری را می دهد که شامل کلرید روی، اتیل الکل، کلرید آمونیوم، کلوفون (LK-2) است.
 هنگام انجام کار لحیم کاری، همه دستگاه ها و مواد لازم نیستند. اما همه آنها کار با آهن لحیم کاری را راحت تر و راحت تر می کنند.
هنگام انجام کار لحیم کاری، همه دستگاه ها و مواد لازم نیستند. اما همه آنها کار با آهن لحیم کاری را راحت تر و راحت تر می کنند.
پایه ابزار لحیم کاری نه تنها برای راحتی، بلکه برای ایمنی نیز مورد نیاز است. برای اطمینان از اینکه نوک گرم شده دستگاه با اجسام خارجی که ممکن است در اثر چنین تماسی آسیب ببینند، تماس نگیرد.
سه گزینه ممکن استتهیه تجهیزات لازم:
- پایه به صورت مجموعه ای با ابزار لحیم کاری فروخته می شود.
- برای خرید موجود است.
- این به طور مستقل از یک ورق قلع نازک تولید می شود.
برای حذف لحیم کاری اضافی، یک بافته مخصوص وجود دارد که از سیم های نازک مسی ساخته شده است. انتهای بدون پیچ آن روی لحیم کاری اعمال می شود و سپس با یک آهن لحیم کاری در بالا فشار می یابد. پس از آن، تمام لحیم کاری اضافی با کمک نیروهای مویرگی می تواند در آن جمع آوری شود، مانند یک بلات. انتهای استفاده شده قیطان که از قبل با لحیم کاری اشباع شده است، بریده شده و دور ریخته می شود.
هنگام لحیم کاری، داشتن دستگاهی بسیار مناسب خواهد بود که به نام "دست سوم". این دستگاه با گیره های خود مشکل کمبود فاجعه بار دست در حین لحیم کاری را حل می کند که در یک دست یک هویه و در دست دیگر لحیم کاری نگه داشته می شود. علاوه بر این، این دستگاه می تواند به یک ذره بین نیز مجهز شود که به شما کمک می کند محصولات لحیم کاری کوچک یا سیم های نازک را بهتر بررسی کنید.
و البته، هنگام انجام مراحل لحیم کاری، بدون موچین، گیره و انبردست غیرممکن است. از این گذشته ، قطعات می توانند بسیار داغ شوند و نگه داشتن آنها با دست غیرممکن خواهد بود.
تکنیک آهن لحیم کاری
چندین روش معمول برای کار با آهن لحیم کاری وجود دارد:
- تحویل لحیم کاری از نوک ابزار به طور مستقیم به قطعات مورد نیاز.
- تامین لحیم کاری به طور مستقیم به لنت قطعه در حال لحیم کاری.
اما قبل از شروع لحیم کاری، باید درست کنید دستکاری های آماده سازی با قطعات. آماده سازی شامل محکم کردن قطعات، گرم کردن آهن لحیم کاری و خیس کردن ناحیه لحیم کاری با شار است.
در صورت لحیم کاری با روش اول، مقدار کمی از لحیم کاری را روی یک هویه ذوب کرده و نوک آن را به مکان های مورد نیاز روی قطعات در حال لحیم کاری فشرده می کنند. حرکت مطمئن نوک آهن لحیم کاری در امتداد درز مورد نظر به توزیع ایده آل لحیم کاری روی سطح لحیم کاری کمک می کند.
در گزینه لحیم کاری دوم، ابتدا باید قطعات مورد نیاز را با یک هویه تا دمای مورد نیاز لحیم کاری گرم کنید و سپس لحیم کاری را از انتها به انتها بین قطعات مورد نیاز یا روی سطحی که قرار است لحیم کاری شود، اعمال کنید. لحیم کاری با ذوب شدن، فضای بین قطعات را پر می کند که نتیجه مطلوب را تضمین می کند.
سیم قلع کاری
 قلع کاری فرآیند پوشش دادن لایه بالایی فلز با لحیم کاری است. این عملیات هم به عنوان یک عملیات مقدماتی قبل از لحیم کاری و هم به عنوان یک عملیات مستقل انجام می شود.
قلع کاری فرآیند پوشش دادن لایه بالایی فلز با لحیم کاری است. این عملیات هم به عنوان یک عملیات مقدماتی قبل از لحیم کاری و هم به عنوان یک عملیات مستقل انجام می شود.
رایج ترین منطقه ای که در آن قلع کاری استفاده می شود قلع بندی انتهای سیم های برق. بیایید نگاهی به نحوه صحیح لحیم کردن سیم ها با آهن لحیم کاری و قلع کاری کنیم تا اثر مورد نظر را به دست آوریم.
بسته به اینکه سیم ها از چه ساخته شده اند و وضعیت آنها در زمان کار، پردازشی که باید تحت آن قرار گیرند نیز متفاوت است.
سیم مسی تک هسته ای برای قلع کاری مناسب است. سیم جدید توسط اکسید محافظت نمی شود، بنابراین نیازی به انجام دستکاری با آن نیست. این فرآیند شامل اعمال شار به نوک سیم، استفاده از لحیم کاری به انتهای داغ آهن لحیم کاری، و اجرای آهن لحیم کاری در امتداد سیم، در حالی که تلاش برای چرخاندن سیم است.
در برخی موارد، زمانی که هادی قصد قلع بندی را ندارد، یک تبلت ساده می تواند کمک کند. این می تواند اتفاق بیفتد اگر سیم با لاک یا مینا پوشانده شود. در این صورت لازم است قرص آسپرینهادی را روی تخته قرار دهید و هادی را محکم به سطح آن فشار دهید، آن را با یک آهن لحیم کاری برای چند ثانیه گرم کنید. با چنین اقداماتی، قرص ذوب می شود که باعث از بین رفتن لاک می شود. پس از این می توانید سیم را بدون مشکل قلع و قمع کنید.
بخار حاصل از یک قرص آسپرین ذوب شده برای سلامتی مضر است، بنابراین می توانید از شار مخصوصی استفاده کنید که لاک را از سطح سیم ها پاک می کند.
اگر سیم ها قدیمی باشند، معمولاً با اکسید پوشانده می شوند که در فرآیند قلع سازی اختلال ایجاد می کند. مشکل را می توان با کمک آسپرین که قبلا ذکر شد حل کرد. برای انجام این کار، باید هادی را باز کنید، آن را روی تبلت قرار دهید و با یک آهن لحیم کاری چند ثانیه گرم کنید و هادی را از یک طرف به سمت دیگر حرکت دهید.
 برای قلع کردن سیم آلومینیومی، باید یک شار مخصوص خریداری کنید، به عنوان مثال، "Flux برای لحیم کاری آلومینیوم" ایده آل است. همچنین می تواند هنگام لحیم کاری فلزات با یک فیلم اکسید پایدار استفاده شود. تنها چیزی که هنگام استفاده از چنین فلاکسی نباید فراموش کنید تمیز کردن سطح لحیم کاری شده از بقایای آن است. اگر این کار را انجام ندهید، ممکن است پیدا کنید خوردگی در محل جوش.
برای قلع کردن سیم آلومینیومی، باید یک شار مخصوص خریداری کنید، به عنوان مثال، "Flux برای لحیم کاری آلومینیوم" ایده آل است. همچنین می تواند هنگام لحیم کاری فلزات با یک فیلم اکسید پایدار استفاده شود. تنها چیزی که هنگام استفاده از چنین فلاکسی نباید فراموش کنید تمیز کردن سطح لحیم کاری شده از بقایای آن است. اگر این کار را انجام ندهید، ممکن است پیدا کنید خوردگی در محل جوش.
برای از بین بردن بقایای لحیم کاری که در حین قلع کاری ایجاد می شود، می توانید سیم را به صورت عمودی قرار دهید و یک آهن لحیم کاری داغ را تا حد اضافی فشار دهید. تمام اضافی از سیم به آهن لحیم کاری سرازیر می شود.
با استفاده از تمام دانش و مواد لازم، می توانید در هنگام استفاده از آهن لحیم کاری به کار کاملاً کامل برسید.
اخیراً با اطلاع از اینکه من یک رادیو آماتور هستم، در انجمن شهرمان، در تاپیک رادیو، دو نفر برای کمک به من مراجعه کردند. هر دو به دلایل مختلف، و هر دو در سنین مختلف، در حال حاضر بزرگسال بودند، همانطور که معلوم شد زمانی که آنها ملاقات کردند، یکی 45 ساله بود، دیگری 27. که ثابت می کند که شما می توانید در هر سنی تحصیل الکترونیک را شروع کنید. آنها یک چیز مشترک داشتند: هر دو به نوعی با فناوری آشنا بودند و دوست داشتند به طور مستقل بر تجارت رادیو مسلط شوند، اما نمی دانستند از کجا شروع کنند. گفتگوی خود را در ادامه دادیم در تماس با، به پاسخ من که دریایی از اطلاعات در مورد این موضوع در اینترنت وجود دارد، آن را مطالعه کنید - من نمی خواهم، من در مورد یک چیز از هر دو شنیدم - که هر دو نمی دانند از کجا شروع کنند. یکی از اولین سوالات این بود: حداقل دانش مورد نیاز یک آماتور رادیو چه چیزی را شامل می شود؟ فهرست کردن مهارت های لازم برای آنها زمان زیادی را صرف کرد و من تصمیم گرفتم در مورد این موضوع یک بررسی بنویسم. من فکر می کنم برای مبتدیانی مانند دوستانم مفید خواهد بود، برای همه کسانی که نمی توانند تصمیم بگیرند که آموزش خود را از کجا شروع کنند.
من فوراً می گویم که هنگام یادگیری، باید تئوری را با عمل ترکیب کنید. مهم نیست که چقدر دوست دارید به سرعت لحیم کاری و مونتاژ دستگاه های خاص را شروع کنید، باید به خاطر داشته باشید که بدون پایه های نظری لازم در ذهن خود، در بهترین حالت، قادر خواهید بود دستگاه های افراد دیگر را به طور دقیق کپی کنید. در حالی که اگر تئوری را حداقل تا حدی بلد باشید، قادر خواهید بود طرح را تغییر دهید و آن را با نیازهای خود تطبیق دهید. جمله ای وجود دارد که فکر می کنم برای هر آماتور رادیویی شناخته شده است: "هیچ چیز عملی تر از یک نظریه خوب نیست."

اول از همه، شما باید یاد بگیرید که چگونه نمودارهای مدار را بخوانید. بدون توانایی خواندن شماتیک ها، مونتاژ ساده ترین دستگاه الکترونیکی نیز غیرممکن است. همچنین، متعاقبا، تسلط بر ترسیم مستقل نمودارهای مدار در یک خاص، اضافی نخواهد بود.

قطعات لحیم کاری
شما باید بتوانید هر جزء رادیویی را از نظر ظاهری شناسایی کنید و بدانید که چگونه در نمودار نشان داده شده است. البته برای مونتاژ و لحیم کاری هر مداری باید یک هویه لحیم کاری ترجیحاً با توان حداکثر 25 وات داشته باشید و بتوانید از آن به خوبی استفاده کنید. تمام قطعات نیمه هادی گرمای بیش از حد را دوست ندارند، اگر مثلاً یک ترانزیستور را روی تخته لحیم کاری می کنید، و نتوانستید خروجی را در 5 تا 7 ثانیه لحیم کنید، 10 ثانیه مکث کنید، یا قسمت دیگری را در این زمان لحیم کنید، در غیر این صورت احتمال سوختن قطعه رادیویی از گرمای بیش از حد زیاد است.

همچنین مهم است که با دقت لحیم کاری کنید، به خصوص پایانه های قطعات رادیویی که در نزدیکی قرار دارند، و ایجاد "نقطه" یا اتصال کوتاه تصادفی نکنید. همیشه، اگر شک دارید، با مولتی متر در حالت تست صدا، محل مشکوک را زنگ بزنید.

به همان اندازه مهم است که بقایای شار را از برد جدا کنید، به خصوص اگر مدار دیجیتال را لحیم کاری می کنید یا با شار حاوی مواد افزودنی فعال. باید آن را با مایع مخصوص یا الکل اتیل 97 درصد بشویید.

مبتدیان اغلب مدارها را با نصب سطحی، مستقیماً روی پایانه های قطعات، مونتاژ می کنند. موافقم، اگر سرنخ ها به طور ایمن به هم بپیچند و سپس لحیم شوند، چنین دستگاهی برای مدت طولانی دوام می آورد. اما به این ترتیب دیگر ارزش مونتاژ دستگاه های حاوی بیش از 5 تا 8 قطعه را ندارد. در این مورد، باید دستگاه را روی یک برد مدار چاپی مونتاژ کنید. دستگاه مونتاژ شده روی برد با افزایش قابلیت اطمینان مشخص می شود؛ نمودار اتصال را می توان به راحتی در امتداد مسیرها ردیابی کرد و در صورت لزوم می توان تمام اتصالات را با یک مولتی متر بررسی کرد.

نقطه ضعف سیم کشی چاپی دشواری تغییر مدار دستگاه تمام شده است. بنابراین، قبل از چیدمان و اچ کردن یک برد مدار چاپی، همیشه ابتدا باید دستگاه را روی تخته نان مونتاژ کنید. شما می توانید دستگاه ها را به روش های مختلف روی تخته های مدار چاپی بسازید، نکته اصلی در اینجا پیروی از یک قانون مهم است: مسیرهای فویل مسی روی PCB نباید با مسیرهای دیگر تماس داشته باشند، جایی که این در نمودار ارائه نشده است.

به طور کلی، روش های مختلفی برای ساخت برد مدار چاپی وجود دارد، به عنوان مثال، با جدا کردن بخش هایی از فویل - مسیرها، با یک شیار برش از طریق یک برش در فویل ساخته شده از یک تیغه اره برقی. یا با استفاده از یک الگوی محافظ برای محافظت از فویل زیر (ردهای آینده) در برابر حکاکی با استفاده از یک نشانگر دائمی.

یا با استفاده از فناوری LUT (فناوری اتو لیزری)، که در آن مسیرها توسط تونر پخته شده در برابر خونریزی محافظت می شوند. در هر صورت، مهم نیست که چگونه یک برد مدار چاپی بسازیم، ابتدا باید آن را در برنامه ردیاب قرار دهیم. من آن را برای مبتدیان توصیه می کنم؛ این یک ردیاب دستی با قابلیت های عالی است.

همچنین، هنگام چیدمان بردهای مدار چاپی خودتان، یا اگر یک برد تمام شده چاپ کرده اید، به توانایی کار با اسناد مربوط به جزء رادیویی، با اصطلاحاً Datasheets ( برگه داده)، صفحات در قالب PDF. تقریباً برای تمام قطعات رادیویی وارداتی، به استثنای برخی از موارد چینی، برگههای داده در اینترنت وجود دارد.

در مورد قطعات رادیویی داخلی می توانید اطلاعاتی را در کتاب های مرجع اسکن شده، سایت های تخصصی که صفحاتی با مشخصات قطعات رادیویی ارسال می کنند و صفحات اطلاعاتی فروشگاه های آنلاین مختلف مانند چیپ و شیب. توانایی تعیین پین اوت یک جزء رادیویی مورد نیاز است؛ از نام پینآوت نیز استفاده میشود، زیرا بسیاری از قطعات، حتی دو ترمینالی، دارای قطبیت هستند. مهارت های عملی در استفاده از مولتی متر نیز مورد نیاز است.

مولتی متر یک دستگاه جهانی است، تنها با کمک یک دستگاه، می توانید عیب یابی را انجام دهید، پین های یک قطعه، عملکرد آنها، وجود یا عدم وجود اتصال کوتاه روی برد را تعیین کنید. فکر می کنم یادآوری، به ویژه آماتورهای رادیویی مبتدی جوان، در مورد رعایت اقدامات ایمنی الکتریکی هنگام اشکال زدایی عملکرد دستگاه، بد نیست.

پس از مونتاژ دستگاه، باید آن را در یک جعبه زیبا بچینید تا از نشان دادن آن به دوستان خود خجالت نکشید، یعنی در صورتی که قاب از جنس فلز یا پلاستیک باشد، به مهارت فلزکاری یا در صورت نیاز به مهارت نجاری نیاز دارید. کیس از چوب ساخته شده است دیر یا زود، هر آماتور رادیویی به این نقطه می رسد که باید تعمیرات جزئی تجهیزات را انجام دهد، ابتدا خودش و سپس با کسب تجربه از دوستان. این بدان معنی است که باید بتوان یک نقص را تشخیص داد، علت خرابی را تعیین کرد و متعاقباً آن را از بین برد.

اغلب، حتی آماتورهای رادیویی باتجربه، بدون ابزار، لحیم کردن قطعات چند پین از برد را دشوار می دانند. خوب است اگر قطعات نیاز به تعویض داشته باشند، سرنخ ها را از خود بدنه جدا می کنیم و پاها را یکی یکی لحیم می کنیم. زمانی که این قطعه برای مونتاژ یک دستگاه دیگر مورد نیاز باشد یا تعمیرات در حال انجام باشد، بدتر و دشوارتر است، و ممکن است قطعه بعداً به لحیم کاری نیاز داشته باشد، مثلاً هنگام جستجوی اتصال کوتاه روی برد. در این حالت به ابزارهایی برای برچیدن نیاز دارید و قابلیت استفاده از آنها قیطان و پمپ لحیم کاری است.

من به استفاده از تفنگ لحیم کاری اشاره نمی کنم، به دلیل عدم دسترسی مکرر به آن برای مبتدیان.
نتیجه
همه موارد فوق تنها بخشی از حداقل مورد نیاز است که یک آماتور رادیویی تازه کار باید هنگام طراحی دستگاه ها بداند، اما با داشتن این مهارت ها، می توانید با کمی تجربه تقریباً هر دستگاهی را مونتاژ کنید. مخصوصا برای سایت - AKV.
در مورد مقاله از کجا برای یک آماتور رادیویی شروع کنیم بحث کنید










